形狀u型
加工服務按需加工
生產(chǎn)工藝熱軋,冷拔,精軋
加工工藝分條
計重方式過磅
運輸方式貨運、車運
截面面積工字型
可售賣地全國
生產(chǎn)方式熱軋
執(zhí)行標準國標
加工定制是
材質Q235
質量等級A級
用途工程
我們擁有專業(yè)化的服務團隊和完善的銷售流程。我們承諾從客戶下單到客戶收到貨,整個過程讓客戶做到放心!專業(yè)的技術質檢人員對客戶所訂購的產(chǎn)品進行質量檢驗,從生產(chǎn)到裝車到集港到裝船再到目的港,他們都認真進行全程質量自成立以來,憑借一流的產(chǎn)品質量和專業(yè)的優(yōu)質服務贏得了新老致力于“打造中國鋼鐵貿易誠信、品質、服務秉承“拼搏、務實、和諧、創(chuàng)新”的經(jīng)營理念,以“為客戶創(chuàng)造價值、為伙伴創(chuàng)造效益、為員工創(chuàng)造前程、為社會創(chuàng)造財富。助推中國夢!”為使命,感恩做人,腳踏實地,抓住機遇,帶領大家攜手共創(chuàng)美好前程!
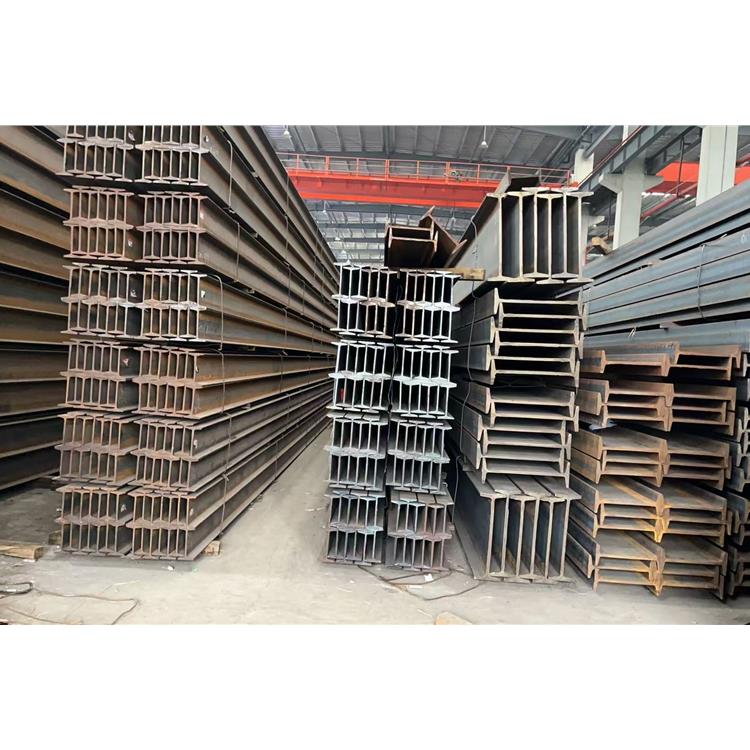
工字鋼的孔型系統(tǒng):
1、直軋孔型系統(tǒng):直軋孔型系統(tǒng)是指工字鋼孔型的兩個開口腿同時處于軋輥軸線的同一側,腰與軋輥軸線平行的孔型系統(tǒng)、其優(yōu)點是軋輥軸向力小,軸向竄動小,不需工作斜面,孔型占用輥身長度小,在輥身長度一定的條件下可多配孔型;
2、斜軋孔型系統(tǒng):這種孔型系統(tǒng)是指工字鋼孔型的兩個開口腿不同時處于腰部的同一側,腰與水平軸線有一夾角;
3、混合孔型系統(tǒng):根據(jù)軋機和產(chǎn)品的特點,為充分發(fā)揮各自系統(tǒng)的優(yōu)點,克服缺點,往往采用混合孔型系統(tǒng),即兩種以上系統(tǒng)的組合。如成品孔和成品前孔采用直腿斜軋孔型系統(tǒng),其他孔型采用彎腿斜軋系統(tǒng);或者粗軋孔采用直軋系統(tǒng),后3~4個精軋孔采用直腿斜扎孔等。

普通工字鋼,輕型工字鋼,由于截面尺寸均相對較高、較窄,故對截面兩個主軸的慣性矩相差較大,這就使其在應用范圍上有著很大的局限。工字鋼的使用應依據(jù)設計圖紙的要求進行選用。
在結構設計中選用工字鋼應依據(jù)其力學性能,化學性能,可焊性能,結構尺寸等選擇合理的工字鋼進行使用。

淺析304不銹鋼工字鋼加工折彎主要的注意事項
加工焊接:焊接之前應除掉有害于焊接的銹、油、水份、油漆等,選定適合鋼種的焊條。點焊時間距比碳鋼點焊間距短,除掉焊渣時應使用不銹鋼管刷。焊完以后,為了防止局部腐蝕或強度下降,應對表面進行研磨處理或清洗。
切斷以及沖壓:由于不銹鋼比一般材料強度高,所以沖壓以及剪切時需要更高的壓力,而刀與刀間隙準確時才能不發(fā)生切變不良和加工硬化,采用等離子或激光切斷,當不得不采用氣割或電弧切斷時,對熱影響區(qū)進行研磨以及必要進行熱處理。
加工折彎:簿板可以折彎到180,但為了減少彎面的裂紋同半徑大小板厚的,厚板沿壓延方向時給板厚半徑,與壓延垂直方向彎曲時給板厚的半徑是有必要的,特別是在焊接時,為了防止加工開裂應對焊接區(qū)進行表面研磨。

以上便是遇到懸挑外架工字鋼必須穿過衛(wèi)生間防水反坎時,所應注意的施工要點,分享給大家,以供閱覽參考。
工字鋼優(yōu)勢特點
工字鋼可以說是所有鋼材類里面銷量比較高的,主要是因為工字鋼不僅適用在建筑上,還適用于日常生活中小型物品的搭建,功能.雖然工字和大家講解講解工字鋼優(yōu)勢特點.
我們公司‘’售前的承諾,不如售后的服務,急客戶所急,想客戶所想”我們并配有一支,有著技術的售后服務團隊,將為您奉上及時周到的熱情服務,解決您的售后服務之難題。
http://m.abhkj.cn